Schritt für Schritt zu mehr Lebensqualität
STÖBER entwickelt Predictive Maintenance konsequent weiter.
Mehr Effizienz, weniger Ausfälle – mit diesem Ziel vor Augen entwickelt STÖBER Predictive Maintenance konsequent weiter. Dazu haben die Antriebsspezialisten mehrere Ausbaustufen definiert: Sie überwachen den Antriebsstrang kontinuierlich und leiten basierend auf der Analyse der relevanten Prozess- und Maschinendaten Wartungsempfehlungen ab. Dabei reichen die Möglichkeiten vom analytischen Rechenmodell bis hin zu KI-gestützten Verfahren. STÖBER verfolgt damit die Strategie einer integrierten Lösung. Diese benötigt keine externe Sensorik oder Zubehör und ist für eine breite Palette an Steuerungen zugänglich.
„Wie gelingt es uns, mit Predictive Maintenance den Übergang von der reinen Zustandsüberwachung zu einer realen zustandsorientierten Instandhaltung für den Antriebsstrang zu schaffen?“, fragten sich Tim Lang, Abteilungsleiter System & Test bei STÖBER, und sein Team. Denn um eine höhere Verfügbarkeit, weniger Instandhaltungsaufwand und längere Lebenszyklen zu erreichen, wird die Vorhersehbarkeit für Anwenderinnen und Anwender immer wichtiger: „Wie wahrscheinlich ist es, dass der Getriebemotor bald ausfällt?“ oder „Wann ist eigentlich der ideale Zeitpunkt, um diesen zu warten oder zu tauschen?“ Um diese Fragen zu beantworten, verfolgt STÖBER einen dreistufigen Entwicklungsplan, dessen zweite Stufe aktuell umgesetzt wird.
Erste Stufe: modellbasiert analysieren
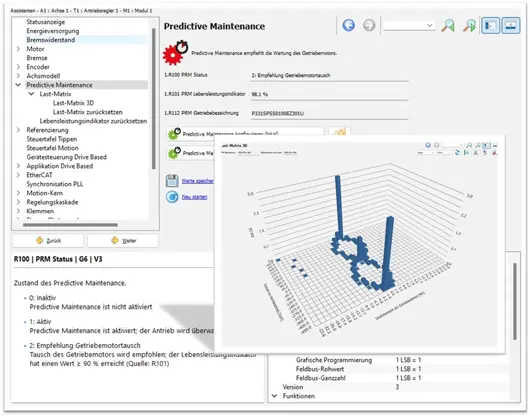
In der ersten Ausbaustufe erhielt der Anwender eine Predictive-Maintenance-Lösung, die den Getriebemotor eines Antriebssystems überwacht. Seine Lebensleistung wird über ein analytisches Modell berechnet und in der Software der Antriebsregler durch den sogenannten Lebensleistungsindikator ausgegeben – dabei handelt es sich um einen Wert zwischen 0 und 100 Prozent. Ab einem Schwellwert von 90 Prozent empfiehlt die Software den Austausch des Getriebemotors und stellt diesen Hinweis auch einer Steuerung in Form eines auslesbaren Parameters zur Verfügung. Diese effiziente Lösung zur vorausschauenden Wartung erfordert keine externe Sensorik oder zusätzliche Verdrahtung.
Zweite Stufe: aktiv messen
„In der zweiten Stufe wird das Rechenmodell um eine aktive Messung ergänzt“, beschreibt Tim Lang. Dazu integriert STÖBER in sein System, das aus Getriebe, Motor, Kabel und Antriebsregler besteht, einen Beschleunigungssensor. Externe Strom- oder Spannungsquellen sind dabei nicht erforderlich. So können Lagersitze, Verzahnungen oder auch andere Antriebskomponenten gezielt überwacht werden. „Durch Frequenzanalysen können wir spektrumsbasiert auf sich ankündigende Schäden schließen“, erklärt Tim Lang. „Aktuell befinden wir uns noch in der Prototypenphase.“ STÖBER arbeitet dabei eng mit der DR. JOHANNES HEIDENHAIN GmbH zusammen, um gemeinsam einen Getriebemotor mit integriertem Beschleunigungssensor zu entwickeln.
Das Ziel im Blick: smarter Antriebsstrang
„Wir haben unter anderem das analytische Modell verbessert und die Datenbank auf über 80.000 Kombinationen aus Getriebe und Motoren erweitert“, sagt Tim Lang. Mit dem neuen LastMatrixAnalyzer, der in den kommenden Monaten verfügbar sein wird, können Kunden Last-Matrizen noch einfacher vergleichen, standardisierte Reports erzeugen und auf Wunsch individuelle Auswertungen erstellen. Anwenderinnen und Anwender profitieren von einer einfacheren Bedienung und einer verbesserten Visualisierung. STÖBER wird künftig auch Funktionsbausteine und Beispielprogramme bereitstellen, mit denen sich die gewonnenen Daten – insbesondere die Last-Matrizen – auch über EtherCAT oder PROFINET auslesen lassen.
Für den LastMatrixAnalyser bilden die Last-Matrizen eine solide Datenbasis, um reale Belastungssituationen zu erfassen. Damit eröffnet die zustandsorientierte Instandhaltung ein breites Spektrum an Anwendungen – von der Erkennung von Auslegungs- und Montageeinflüssen bis hin zu aussagekräftigen Langzeitanalysen.
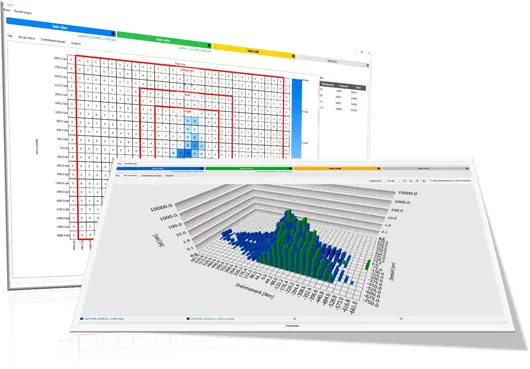
Tim Lang: „Für jede Analyse der Last-Matrizen vergeben Anwenderinnen und Anwender einen Projektnamen. So lassen sich einzelne Matrizen eindeutig benennen, beschreiben und mit allen relevanten Informationen für den Analysereport versehen. Der LoadMatrixAnalyzer selbst bietet mehrere zentrale Funktionen. Dazu gehört Darstellung von Lastfällen. Hier werden Drehmoment und Drehzahl am Getriebeabtrieb über die Zeit in einem 3D-Diagramm visualisiert – Belastungssituationen werden so auf einen Blick sichtbar.“
Darüber hinaus können die Normgrenzen für Motor, Getriebe und Antriebsregler einzeln oder kombiniert eingeblendet werden. So wird unmittelbar sichtbar, ob sich bestimmte Lastbereiche innerhalb der zulässigen Werte bewegen oder ob Abweichungen auftreten, die genauer betrachtet und individuell bewertet werden müssen.
Schließlich lassen sich die Ergebnisse direkt im Analyzer dokumentieren. Dort wird festgehalten, ob es sich etwa um eine unkritische Momentbelastung handelt oder ob potenzielle Risiken für einzelne Komponenten bestehen.
Mit dem LoadMatrixAnalyzer lassen sich auch bis zu vier Last-Matrizen miteinander vergleichen. So wird deutlich, wie sich Drehzahl und Drehmoment über einen bestimmten Zeitraum verändert haben. „Das zeigt uns zum Beispiel, ob ein Getriebe bereits eingelaufen ist oder ob sich Verspannungen und Defekte andeuten“, beschreibt STÖBER Experte Lang. Die Analysen können anschließend standardisiert als Report im PDF-Format exportiert werden.
Tim Lang: „Für mich ist das Tool mehr als nur ein Hilfsprogramm – es ist eine eigenständige Software. Sie ist update-fähig, und wir entwickeln sie kontinuierlich weiter.“ Die nächsten Schritte: STÖBER wird seine Predictive-Maintenance-Lösungen künftig KI-gestützt ausbauen. Das Ziel ist ein smarter Antriebsstrang, der sowohl seinen eigenen Zustand erkennt als auch relevante Felddaten in Echtzeit liefern kann.
Bildunterschrift:

Bildnachweis: STÖBER Antriebstechnik GmbH + Co. KG
Das hochaufgelöste Bildmaterial finden Sie hier zum Download.
Die STÖBER Antriebstechnik entwickelt und produziert passgenaue, hocheffiziente antriebstechnische Komponenten und Systeme aus Getriebe, Motoren, Zahnstangen und Antriebsreglern für individuelle Lösungen. Zum Einsatz kommen diese in unterschiedlichen Branchen, unter anderem in Automation und Robotik, Kunststoff-, Verpackungs- und Werkzeugmaschinen. STÖBER Antriebstechnik ist mit 14 Standorten und 80 Service-Partnern in über 40 Ländern präsent. Neben dem Hauptsitz in Pforzheim/ Deutschland befinden sich in Ungarn und USA eigene Produktionsstätten. Aktuell beschäftigt das Familienunternehmen rund 1.000 Mitarbeitende weltweit.
Kontaktdaten zur länderspezifischen Veröffentlichung:
| Deutschland: | Österreich: |
| STÖBER Antriebstechnik GmbH + Co. KG Kieselbronner Str. 12 75177 Pforzheim Fon: +49 7231 582-0 sales@stoeber.de www.stober.com | STÖBER Antriebstechnik GmbH Hauptstraße 41a 4663 Laakirchen Fon: +43 7613 7600-0 sales@stoeber.at www.stoeber.at |
| Schweiz: | |
| STÖBER Schweiz AG Rugghölzli 2 5453 Remetschwil Fon: +41 56 496 9650 sales@stoeber.ch www.stober.ch |
Bitte beachten Sie die geänderten Zuständigkeiten für die Bereiche PR & Media:
Pressekontakt, Redaktion / Marktübersichten:
STÖBER Antriebstechnik GmbH + Co. KG
Silvia Feder│Head of Marketing
Kieselbronner Str. 12
75177 Pforzheim│Deutschland
Fon: +49 7231 582-1660
silvia.feder@stoeber.de
www.stoeber.de
Media:
STÖBER Antriebstechnik GmbH + Co. KG
Solveig Moll
Kieselbronner Str. 12
Fon: +49 7231 582-1183
solveig.moll@stoeber.de
www.stoeber.de
Bitte senden Sie ein Belegexemplar an unsere Agentur:
a1kommunikation Schweizer GmbH
Sarah Grujin
Projektmanagement│Kundenbetreuung
Oberdorfstr. 31A
70794 Filderstadt│Deutschland
Fon: +49 711 945 416-27
Sarah.Grujin@a1kommunikation.de
www.a1kommunikation.de