Safe brake management in system automation is a complex and important topic. If it is neglected, harm can come to people and the machine!
This becomes particularly clear in the context of gravity-loaded axes (also known as vertical axes). Mechanical wear or contamination of the brakes with oil can cause the axis to drop or fall unintentionally. If brake failure cannot be ruled out and people may be in the danger zone, risk reduction measures must be taken.
DIN EN ISO 16090-1:2019-12: Machine tool safety – Machining centers, milling machines, transfer machines; Annex G: Gravity-loaded axes.
The publications indicate which braking devices are suitable for safeguarding gravity-loaded axes, depending on the particular hazard situation. The DIN standard is based on the DGUV publication, but places more stringent requirements on the solution concept. Both publications describe recommendations for cyclic brake tests. In principle, the DIN standard always requires this. If a person can be completely or partially below the vertical axis, DIN and DGUV suggest the use of a holding brake plus a redundant brake system, for example.
Everything from a single source.
For this application, STOBER offers a solution that was developed together with the company Pilz. The SD6 drive controller with the SE6 safety module offers innovative, encoder-independent safety functions and safe brake management for up to two brakes.
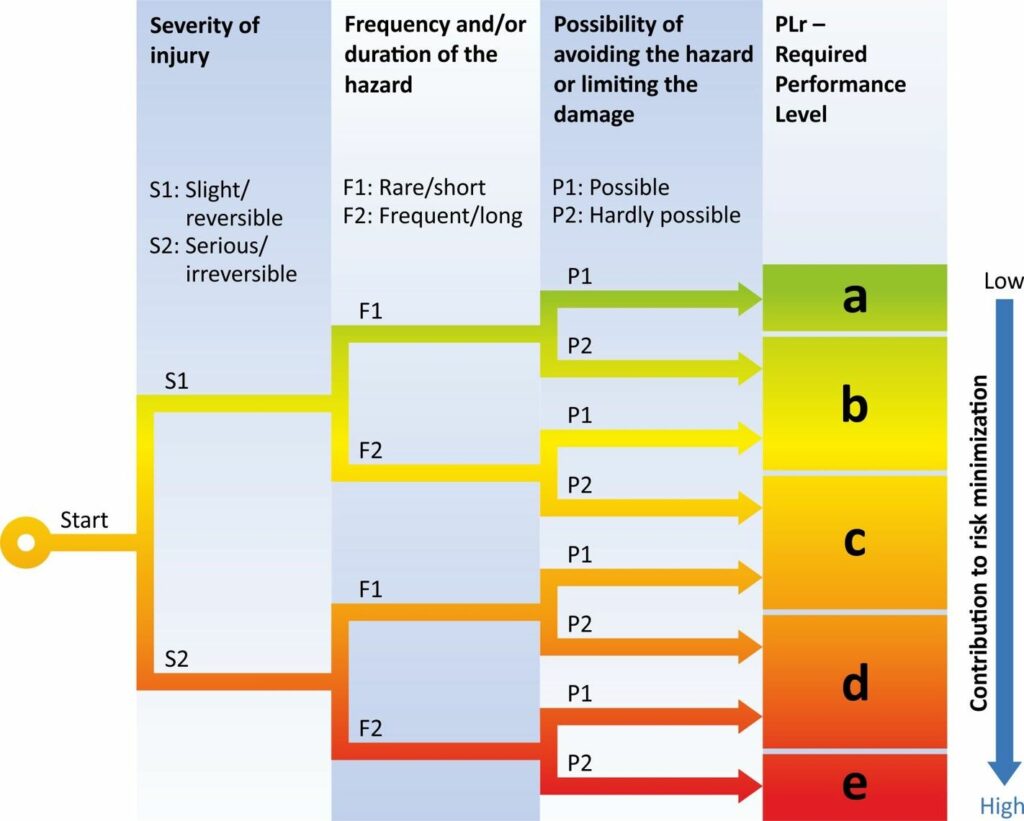
The comprehensive safety functions meet the requirements of DNI EN 61800-5-2 and are certified in accordance with SIL 3, PL e (Cat. 4). The SD6 drive controller meets the requirements of DIN EN ISO 16090-1:2019-12 for safeguarding gravity-loaded axes, for example, in combination with two other STOBER components. By connecting a STOBER motor with a holding brake and the ServoStop motor adapter with integrated brake, STOBER offers a simple and safe solution for machine designers and engineers.
For mechanical engineers, safety technology is among the most complex, and possibly most unpopular, topics in automation. To fully meet the standard requirements for securing gravity-loaded vertical axes, STOBER offers a perfectly coordinated safety package from a single source! With the STOBER 2-brake solution in combination with intelligent brake management, configuring projects for machines with vertical axes is a snap!
STOBER worked with Pilz GmbH & Co. KG to develop the SE6 safety module for drive-based safety technology. It can be installed in the versatile stand-alone SD6 drive controller from STOBER as an option. In addition to the basic Safe Torque Off (STO) safety function, it also features other functions at the highest safety level. In combination with a synchronous servo geared motor with the integrated “ServoStop” holding brake, designers get a system solution that meets all the requirements of DIN EN 16090-1, Annex G, 12/19 for gravity-loaded vertical axes.
Caution, falling axis!
“Our concept was to support engineers and machine designers more thoroughly in the area of safety technology,” says Markus Frei, Product Manager of Drive Controller Accessories at STOBER. “They often face the challenge of implementing highly automated and flexible production sequences in which people, machines and systems all have to be protected at the same time.”
For example, if employees have to enter the working space of a machine, the drive axes must be put in a harmless state. If heavy loads are suspended from vertical axes, gravity can cause these to fall, endangering personnel. To prevent this, the vertical axes are generally secured by brakes. However, these can be seriously impaired by contamination or mechanical wear. The state of the brakes must therefore be monitored reliably and their functionality maintained.
Until now, engineers and mechanical engineers have generally relied on solutions based on a programmable safety controller. It controls the brakes using contactors and monitors the standstill during the brake test. This results in special requirements for the motor encoder and its installation. Attached to the motor shaft, it primarily records its position and sends the actual values to the controller. Connection to the safety controller is generally established by analog 1 Vsssignals. The disadvantage is that it requires special encoders, particularly adapters, to feed out analog signals for standstill detection, as well as cables that can transmit the analog signals over longer distances without errors. Then, there are stall and speed monitors – all told, expensive equipment. “Another point is the costly FMA attachment,” explains Frei. FMA stands for “Fehlerausschluss der mechanischen Ankopplung” (English: fault exclusion in the mechanical coupling). This means that the encoder is attached to the motor shaft in order to exclude any unintended loosening of the shaft connection. “This can become an unexpected problem in case of service,” Frei says. The complicated repair cannot simply be carried out by an employee on site. This repair is very time-consuming and has to be performed by a specialist. By the time everything is screwed in, bonded, dried, checked and documented, the machine has been at a standstill for at least 48 hours, during which time it is not producing. Depending on the location of the machine, however, this may take significantly longer if the motor must be sent away for repair.
That is not the only disadvantage. “The appropriate encoders will not work with all motor types, and do not offer the performance required by a powerful servo system – this seriously limits mechanical engineers.”
The complete safety package
The STOBER 2-brake solution, which features diverse redundancy and combines a ServoStop spring-loaded brake and the permanent magnet brake of a synchronous servo motor, fully meets the normative requirements. However, it is the SD6 drive controller, with the SE6 safety module and the safe brake management system integrated into it, that makes brake management safe.
Intelligently monitored and fall-proof
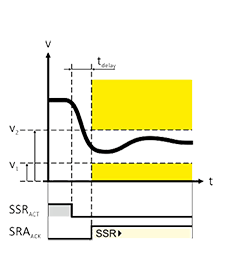
For the SE6 safety module, STOBER was able work with Pilz to develop and implement practicable solutions for nearly all of the identified weak points of the classic applications and brake management. In addition to the safe stop functions Safe Stop 1 (SS1) and Safe Stop 2 (SS2), additional safety functions such as Safely-Limited Speed (SLS), Safe Brake Control (SBC), Safe Brake Test (SBT), Safe Direction (SDI) and Safely-Limited Increment (SLI) are also available with the SE6 safety module.
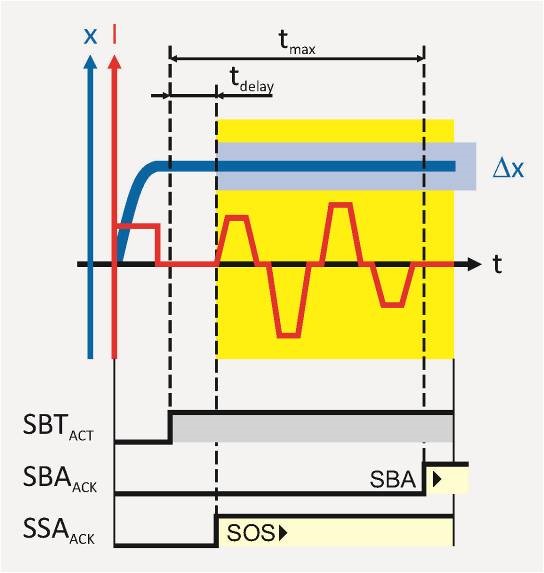
But the special feature of the new safety module is the integrated brake management. The ‘Safe Brake Control’ (SBC) function ensures that the brakes engage on demand. There is also the ‘Safe Brake Test’ (SBT) feature. This checks the defined braking torque on request and reveals deviations due to contamination or mechanical defects before the braking torque reaches a critical state. The specified inspection interval is also monitored. Depending on the application and need determined by the risk analysis, this can either be once per production cycle or, for example, every eight hours at the start of a shift. If the holding torque of the brake is no longer present, the ‘Bed in brakes’ function is available in the drive controller, which takes the brake requirements for STOBER motors into account. The system can then check again whether the required test torque can be maintained.
Technological and economic advantages
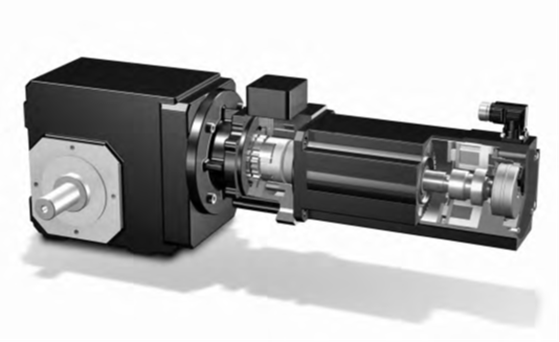
The complete package of SD6 with SE6 is both technically and economically attractive to mechanical engineers, especially when combined with a synchronous servo geared motor featuring a ServoStop holding brake.
Because the brake is integrated between the gearbox and the motor, there is no need for an additional adapter. This makes the geared motor extremely compact. The modular ServoStop design offers four sizes, each with up to four braking torques for STOBER servo and right-angle gearboxes.
ServoStop can also be attached to all common synchronous servo motors and is also ideal for robotic applications on the seventh or eighth axis! Even if a robot has to exert strong forces on a workpiece, it remains securely and firmly in position thanks to ServoStop.
The engineer also has the free choice of an encoder. Coupling contactors, expensive cables, stall and speed monitors are no longer required. In addition, the brake management is independent of the brake type. This means the user can set up a safe brake and holding system up to category 4 in accordance with DIN EN ISO 13849-1 – at a manageable cost.
“Because the safety functions monitor the motor inside the drive, our SD6 makes a fast worst case fault response of less than ten milliseconds possible,” says Frei. The integrated safety module can interfere in the axis movement immediately and stop the drive in case of a limit value violation or an emergency stop. “This functions significantly more quickly than an external speed monitor,” explains Frei. “In real life, by the time it has recorded and evaluated the required information and forwarded the shutdown command to the controller via the safety controller, up to 100 milliseconds could have passed. In the world of drive technology, that’s an eternity.” The safety module makes quick shutdown possible and allows low safety distances for engineers.
The DriveControlSuite project configuration and commissioning software allows the solution to put into operation quickly. The integrated PASmotion software also helps the operator create the safety configuration easily and with minimal effort.
SD6 with integrated safety module SE6 – a flexible stand-alone drive controller with advanced safety technology.STOBER 2-brake solution – a geared motor with a ServoStop spring-loaded brake and the permanent magnet brake of the motor. An additional motor adapter is not required.STOBER planetary gearbox with ServoStop, a short motor adapter and plug-in coupling. The gearbox can be attached to all common synchronous servo motors.With its integrated brake management system, SD6 meets the requirements of the standard DIN EN 16090-1, Annex G, 12/19 for gravity-loaded vertical axes.
With the combination of SD6, SE6 and a gearbox with the ServoStop holding brake, we want to provide even more comprehensive support in terms of safety.
We are there for you and happy to give you advice.
This site is registered on wpml.org as a development site. Switch to a production site key to remove this banner.